Foundry & industrial processing Machinery EQUIPMENT & SYSTEMS
U.S. & Canada Call 1.800.457.5456
The 5 C’s of No-Bake Molding
Home Articles The 5 C’s of No-Bake Molding
Foundry Management & Technology Magazine, January 16, 2013 issue.
Written - Jack Palmer.
Reprinted by permission of Penton Media, Inc.
Properly managing coating, “cooking”, coring, closing, and clamping will result in a safe and productive production line.
Whether you are a high-production automated foundry or making individual castings on the molding floor, the same five processes apply to the construction of a sound chemically bonded sand mold. We refer to these as the 5 C’s. Each process builds on the previous one and each one needs to be considered carefully.
Spray and Flow Coating
Assume mold halves are drawn and ready for assembly. The first decision to be made is whether or not to use an alcohol- or water-based coating. Alcohol-based coatings are generally faster because they can be lit off after coating, but they are falling out of favor due to environmental and safety considerations. If you are designing a new mold assembly area and alcohol is allowed, space should be left for the eventual installation of a water-based coating process.
The most popular methods of coating are spraying and flow coating – both require that the coating be kept in the correct condition. Baume is the most common form of testing coating, but density per gallon should be used also. Spraying is by far the most economical, because all that is needed is a supply with agitator, spray gun and hosing, and catch basin with a return pump.
It is also more labor-intensive and skill-dependent compared to flow coating. Proper adjustment of the spray gun is important in order to apply the coating correctly, with the best finish with the least possible overspray. Flow coating requires more capital investment because a mold handling device is required to rotate the mold 90 degrees for flow coating, tip over to approximately 110 degrees to drip out, and return to horizontal for drying. The primary advantages of flow coating are speed, repeatability, and lower skill requirements to achieve acceptable results.
'Cooking'
Cooking, or drying is the most important of the five processes in terms of safety, especially when using water-based coatings, for obvious reasons. It can also be the most expensive because it usually takes a long time to dry heavy coatings properly. Heat and large volumes of air work best for most molds of varying depths. Radiant and infrared heat work well for flat shallow work, but are not acceptable for jobs with deep pockets or vertical walls. It is critical to start the drying process slowly, because starting with the temperature too high may harden the surface of the coating, trapping moisture beneath. Proper drying requires correctly designed equipment and enough floor space to accomplish this task safely. Preheating the mold is very helpful, but not required if the mold is made from sand at the correct temperature and there has been enough time between stripping and coating.
Coring
Cores may be as simple as a one piece placed in the drag or as complex as taking “packages” that take days or hours to assemble within the drag. It is important to have enough space to keep the most complex job from setting the speed of the molding system.
In a normal jobbing shop, there will be some jobs that may not require any coring at all, along with jobs that require much more time to assemble. The molding system should have built-in provisions to allow jobs requiring longer to assemble to be moved to another conveyor line or part of the floor. Cores should be placed in the molding area in the most logical position for coring as quickly as possible. Cranes used to set cores should have at least two speeds, slow and fast, to allow for the core to be moved into place quickly and lowered slowly. Hoists with infinite speed control are preferred. Some cores are made with integral lifting points but some will require straps or custom handling devices.
Closing
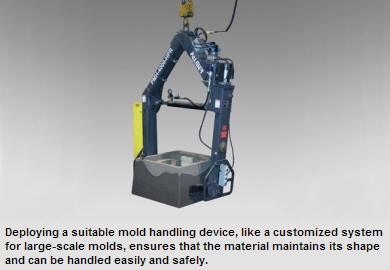
Improper closing is one of the largest contributors to scrapped castings in the no-bake molding process. Internal hooks in the cope can be used to invert and hang the mold on the crane, but this system is slow, cumbersome and potentially dangerous. Mechanical gripper-type mold handlers can be used on smaller molds and gantry-type handlers on larger molds. Both devices grip the mold with pads that normally have pins that extend from the pad into the mold, achieving a mechanical contact between the mold and machine.
Urethane pads have also been used successfully on molds with thinner walls, since less pressure can be required to safely grip the mold. Scissor-type handlers are suspended from the crane on one central point. Gantry-type handlers have pads that come in, usually using some type of telescoping arrangement with the crane trolley on a separate rail above. This allows for the center of balance to be accommodated so the mold can be held horizontally. Very large molds — those over 15,000 lb — can be handled with molded-in pipe. The handler with matching rods on the pads allows the mold to be handled safely and easily.
There are numerous types of alignment devices available, but they are usually only for final alignment and comparatively short. These devices don’t accommodate taller cores and prints that extend a significant distance out of the drag. The operators need to have good cranes and good lighting to close accurately. Scissors lifts on the drag allow the mold to be closed from the bottom, which puts the parting line at the operators eye level, resulting in better accuracy. Radio remote-controlled crane movement and hoists are a must.
Clamping
The most common form of clamping is simply weighting the top of the mold. This process is positive when the weight required is computed accurately, but it is time consuming and can be a safety issue. Normally a multiple of the casting weight is used to determine the amount of weight needed, but this method normally results in a “more is better” situation, resulting in overweighting. Formulas that use the surface area of the casing as a function of the weight required are better than multiples.
Other systems that use chains and binders can be very positive as long as steps are taken to make the process as fast as possible: a single chain for a comparatively large mold will work, as long as a spacer is used that applies pressure in multiple places and keeps the chain from going over the edge of the mold – if the edge crumbles, the pressure from the chain can be lessened or lost, resulting in dimensional inaccuracy at best and run-outs at worst. There are also in-mold clamping systems: cylinders on a rail above the mold on a conveyor line, and many other creative ways to keep the cope from floating.
If time and effort is given to each of the 5 C’s, the result will be a safe and productive production line.
Jack Palmer is the president of Palmer Manufacturing & Supply Inc. Visit www.palmermfg.com
For additional information, click here for:
Palmer Manufacturing & Supply, Inc.
18 Bechtle Avenue Springfield, Ohio 45504
US/Canada: 800.457.5456
Phone: 937.323.6339
Fax: 937.323.2709
Sales E-mail: sales@palmermfg.com
Palmer companies
Palmer Manufacturing & Supply, Inc.
Palmer Engineered Products, Inc.
Klein Palmer, Inc.

Copyright © 2025 Palmer Manufacturing & Supply, Inc. | Terms and Conditions | Privacy Policy