Foundry & industrial processing Machinery EQUIPMENT & SYSTEMS
U.S. & Canada Call 1.800.457.5456
Focusing on Sand Segregation Control
Home Articles Focusing on Sand Segregation Control
Sand surface area is a variable that can influence the performance of molding sand and help to reduce cleaning times, improve casting production, increase product quality, and lower scrap volumes.
Foundry operators are faced with an insurmountable number of important process variables that they must control. There are so many variables that it’s a wonder anyone ever makes a good casting. The amount of time and attention that every foundry must devote to metallurgical testing equipment is substantial.
However, when it comes time to focus on the sand, the attention seems to wane. After all, it’s just sand. Wise foundrymen know that nothing could be further from the truth. A mold is comprised of two things – metal and sand – and each of these is capable of introducing dozens of variables that need to be controlled as closely as possible to ensure a successful process.
Graph 1 shows that the surface area between grades is substantial. We are essentially gluing together gravel, and because the goal is to put sufficient glue on each particle so that it attaches to the other particles around it, more surface area requires more glue.
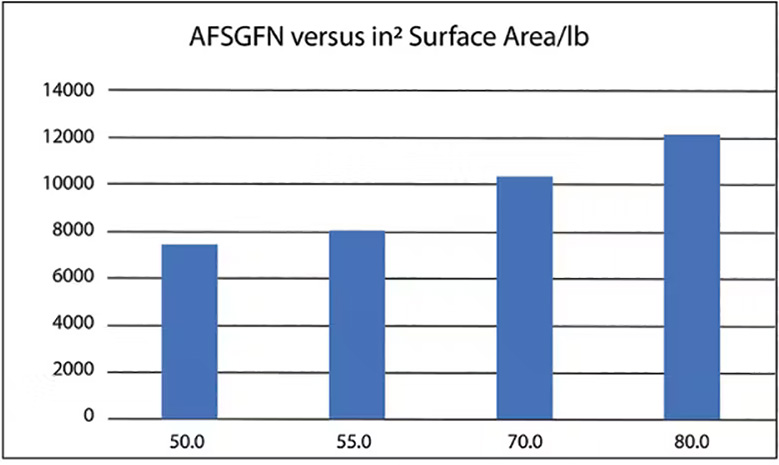
Graph 1. Finer sands have more surface area, and there is a great difference in surface area between sand particles on finer screens.
The finer the sand, the more surface area, or particle, that we are trying to coat with glue. As Graph 1 shows, there is a huge difference in surface area between the particles contained on finer screens. The higher proportion of fines (20 through pan), the greater will be the surface area. (See Graph 2.)
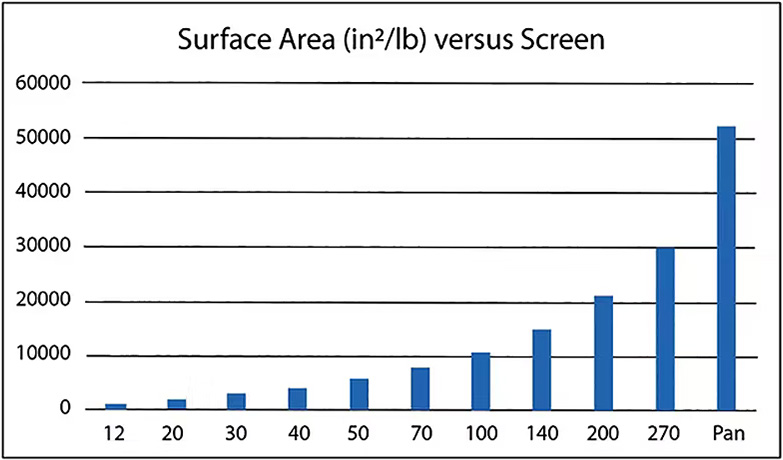
Graph 2. Because there is a great difference in surface area between sand particles on finer screens, the higher proportion of fines (20 through pans) will increase the surface area.
It is possible to make a good mold with either 55 GFN or 85 GFN, and the percentage fines particularly will influence the amount of binder required. A low-fines sand may hold together at 0.8% binder while a high-fines sand may need 1.2% or higher of binder to achieve equal strengths. Obviously, this is a huge difference – which is not only more expensive but it can cause issues with insufficient perm or too high a hot strength, resulting in hot tears in steel as well as longer shakeout times on other metals.
Sand transport and storage
Sand transportation and storage methods can have a significant effect on fines. It is not uncommon to start with one grade of sand but end up with another grade later in the system. Improper transportation and storage can change the sand grade within a mold.
Fines that are generated in pneumatic transportation systems can be minimized by utilizing dense phase transporters where the velocity is reduced.
Fortunately, it is a very inexpensive matter to control segregation in storage silos with the addition of an inverted cone. Many different approaches have been tried to control sand segregation, but we have found the inverted cone to be the most effective. The addition of a “spider” on the fill side – in which the sand enters the storage silo clocked 45 degrees from the inverted cone openings – has been demonstrated to be a helpful addition to the inverted cone.
Typically, the technical director will specify a resin level that works for the worst-case scenario through the course of the day which will be for the highest fines sand. The lower fines sand will then be coated with more binder than is necessary to achieve sufficient strengths wasting money.
In summary, we make the following recommendations:
- Maintain sand temperature in the range of 75° to 100° F, but the same temperature plus or minus 5° F, mold to mold.
- Keep GFN under control with fines being generally less than 1.0% total on 200, 270, and pan to maximize strength. It is possible that a particular casting’s required surface finish may require a finer sand to maintain the specification without coatings.
- Keep resin addition and ratios under control and repeatable, plus or minus 1%. The resin temperature should be as close as possible to the temperature of the sand.
Additionally, we highly recommend proper sand compaction, keeping mixer blades clean and in the correct orientation, and keeping LOIs consistent and under control through the course of the day. The result of this will be reduced cleaning room times, better production, higher quality, and reduced scrap.
ack Palmer is the president and Ken Strausbaugh is the technical sales manager of Palmer Manufacturing & Supply. Contact sales@palmermfg.com
Palmer Manufacturing & Supply, Inc.
18 Bechtle Avenue Springfield, Ohio 45504
US/Canada: 800.457.5456
Phone: 937.323.6339
Fax: 937.323.2709
Sales E-mail: sales@palmermfg.com
Palmer companies
Palmer Manufacturing & Supply, Inc.
Palmer Engineered Products, Inc.
Klein Palmer, Inc.

Copyright © 2025 Palmer Manufacturing & Supply, Inc. | Terms and Conditions | Privacy Policy